![]()
![]()
![]()
![]()

 キーワード検索
キーワード検索

![]()
![]()
![]()



![]()
キーワード検索

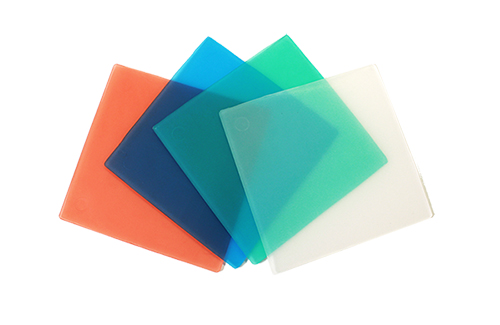
・半透明な素材のため、透明感のある仕上がりが可能。
・顔料本来の色が綺麗に発色。






アロン化成株式会社
| 項目 | 試験方法/ 評価項目 |
単位 |
T-A40NT (※3) |
T-A50NT | T-A60NT | T-A70NT | T-A80NT | T-A90NT | |
|---|---|---|---|---|---|---|---|---|---|
| 特徴 | - | 標準 | |||||||
| 硬さ | JIS K 6253 | タイプA | point | 45 | 52 | 61 | 70 | 77 | 86 |
| タイプD | 〃 | - | - | - | - | - | 27 | ||
| 比重 | JIS K 7112 | - | 0.89 | 0.89 | 0.89 | 0.89 | 0.89 | 0.90 | |
| MFR | ASTM D 1238 | 230℃×37.3N | g/10min | 6.4 | 4.9 | 1.0 | 3.7 | 11.2 | 7.7 |
| 引張強さ | JIS K 6251 | MPa | 7.4 | 9.6 | 12.1 | 15.7 | 17.0 | 19.8 | |
| 伸び率 | 〃 | % | 810 | 860 | 820 | 825 | 835 | 830 | |
| 引裂強さ | JIS K 6252 | kN/m | 16 | 22 | 24 | 31 | 42 | 53 | |
| 反発弾性 | JIS K 6255 | % | 57 | 54 | 54 | 48 | 43 | 38 | |
| デーバー摩耗 | JIS K 6264 | H22×9.8N×1000回転 | mg | 105 | 122 | 6 | 26 | 27 | 19 |
| 圧縮永久ひずみ(CS) | JIS K 6262 | 23℃×24hr | % | 13 | 16 | 21 | 25 | 27 | 35 |
| 70℃×24hr | 〃 | 33 | 34 | 39 | 46 | 48 | 55 | ||
| 100℃×24hr | 〃 | 54 | 58 | 62 | 60 | 62 | 63 | ||
| 軟化温度 | 当社法 ※1 | ℃ | 66 | 78 | 92 | 113 | 133 | 144 | |
| 脆化温度 | JIS K 7216 | 〃 | <-60 | ||||||
| 成形収縮率 (垂直方向/流動方向) |
当社法 ※2 | % | 0.6/3.0 | 0.6/2.7 | 0.6/2.1 | 0.9/2.0 | 0.8/1.6 | 0.8/1.4 | |
| 成形方法 | - | - | 射出成形 | ||||||
| 乾燥 | - | - | 不要 | ||||||
| 色調 | 目視 | - | 半透明 | ||||||
| ヘーズ | JIS K 7136 | % | 66 | 75 | 83 | 82 | 87 | 92 | |
| 融着性 | 当社法 | PP | - | ○ | ○ | ○ | ○ | ○ | ○ |
| ABS | - | × | × | × | × | × | × | ||
| PC | - | × | × | × | × | × | × | ||
| PET | - | × | × | × | × | × | × | ||
| 6Ny(PA) | - | × | × | × | × | × | × | ||
| PBT | - | × | × | × | × | × | × | ||
| POM | - | × | × | × | × | × | × | ||
表中の数値は代表値であり、保証値ではありません。
表中の数値は予告なく変更する場合があります。
弊社の承諾なく、本情報を転載することは禁止いたします。
※1 軟化温度の測定方法:ビカット軟化温度(昇温速度は50℃/hr、荷重は2.5N、針1mmを侵入時の温度)を求めた。
※2 成形収縮率:フィルムゲートのシート(126mm×126mm×2mm)を成形した。(金型温度40℃、冷却時間40sec)
※3 受注生産の対象グレードです。
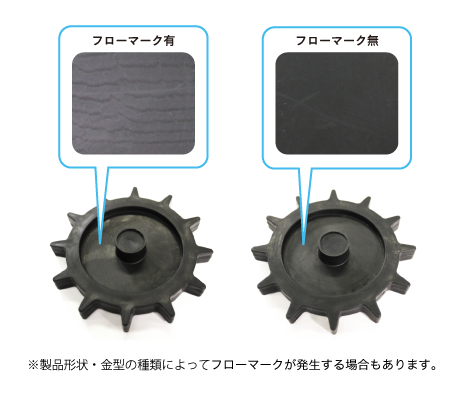
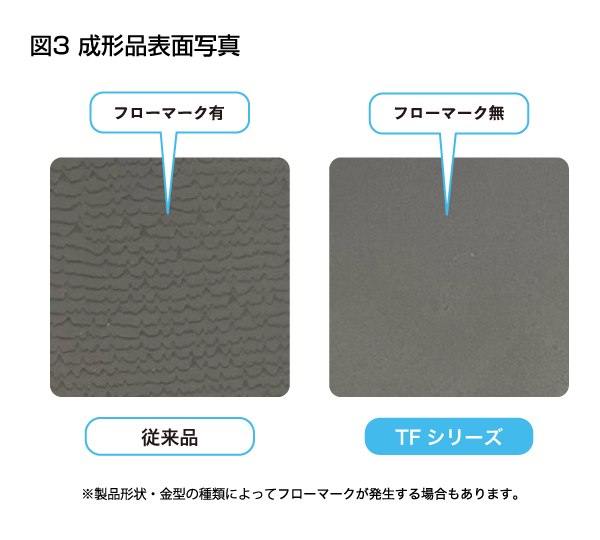
熱可塑性エラストマーの樹脂の流れ方は、図1のように非対称な流動末端になりやすく、フローフロントが蛇行したように樹脂が流動する傾向があり、その模様がフローマークとして現れます。
また、スウェル(樹脂の膨らみ)も比較的小さいため金型表面の空気層を掻き出せず、艶ムラの発生や金型転写性が低くなるなどの不良が発生しやすい傾向にあります。そのため、金型にガス抜き機構を設けたり、金型表面にシボ加工を施すなどの対策が必要になることもありました。
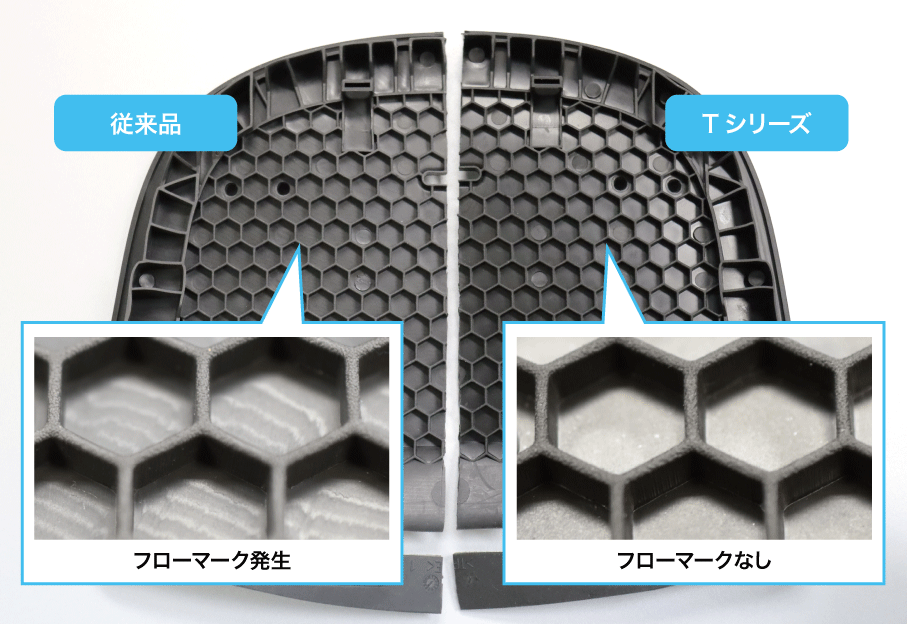
良成形グレードであるアロストマ―「TF」「T」グレードは、右図2 のように対称な流動末端が得られるように配合設計し、通常のスチレン系エラストマーと同様の物性を有しながら優れた成形性を実現したグレードになります。
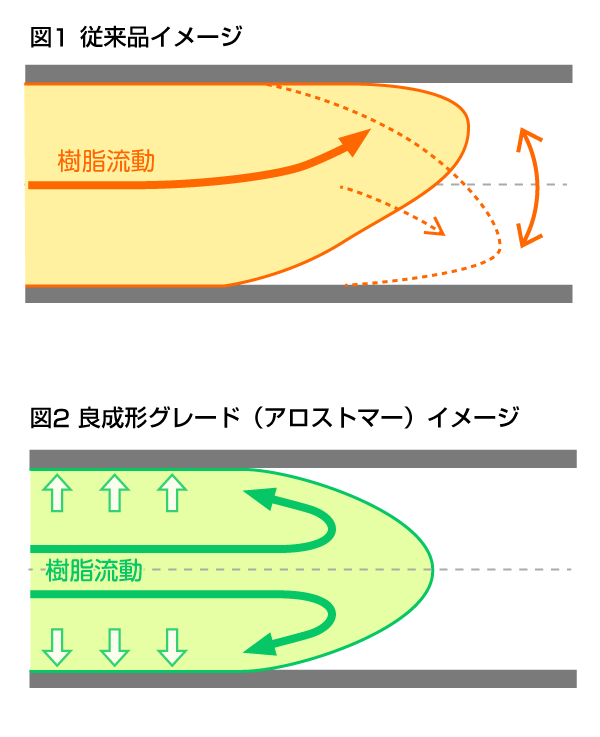
図3のようにアロストマ―「TF」「T」グレードはこれまでのグレードと比較するとフローマークが大幅に軽減されており、さらにグロス値が示すように金型転写性が向上していることが分かります。また、流動解析による金型設計や金型表面処理、成形条件を調整することで、成形外観性をさらに向上させることができ、成形不良の低減や高外観性の製品を開発することが可能となります。
カタログのご請求はこちらから